


Хомутовый Тэн Диаметр 55 мм Длина 65 мм 220 вольт Мощность 500 Вт

Хомутовый Тэн
Диаметр 55 мм
Длина 65 мм
220 вольт
Мощность 500 Вт
Хомутовый ТЭН: Комплексный обзор для стратегического выбора (диаметр 55 мм, длина 65 мм, 220 В, 500 Вт)
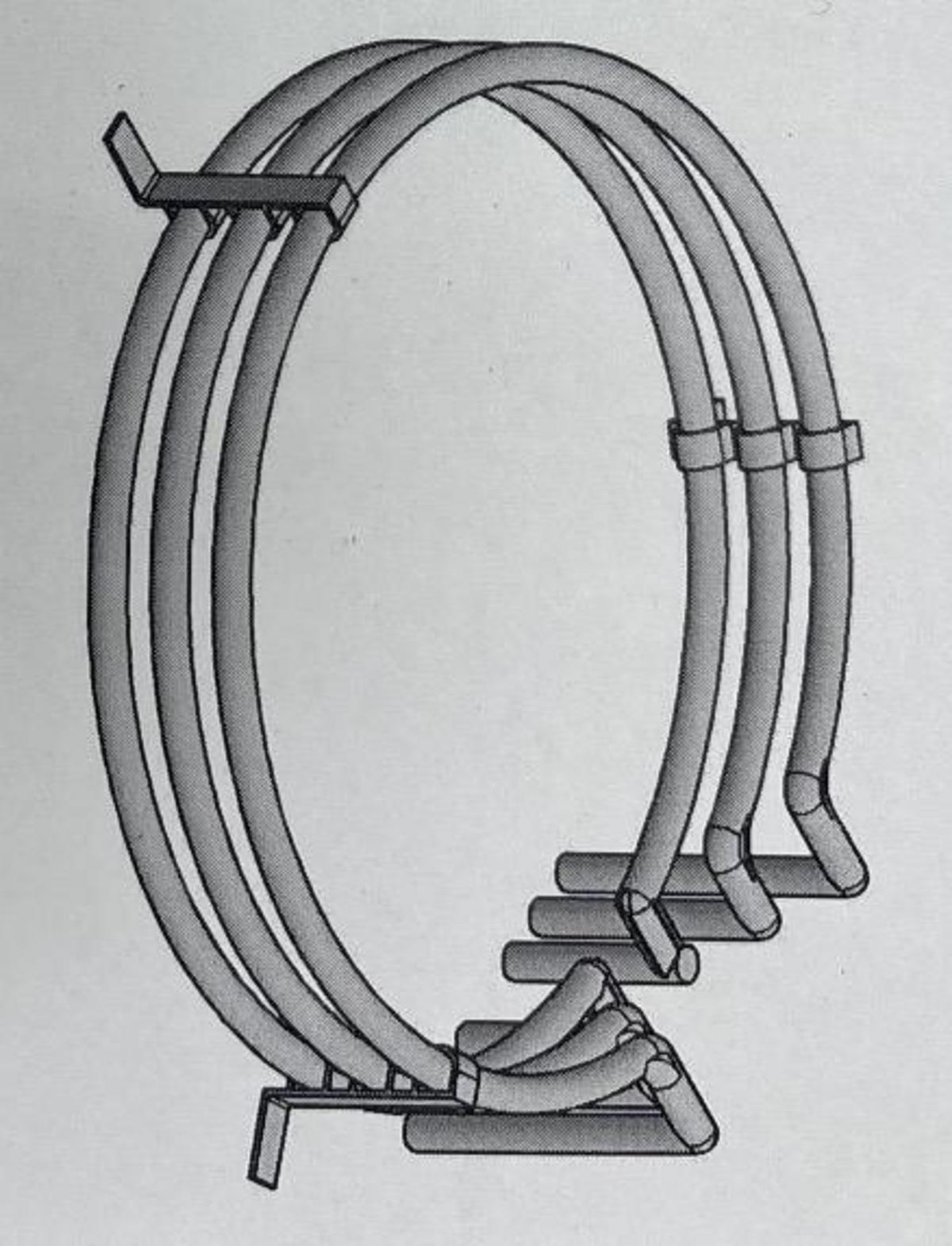
Хомутовый трубчатый электронагреватель (ТЭН), также известный как кольцевой или манжетный нагреватель, с параметрами диаметр 55 мм, длина 65 мм, напряжение 220 В и мощность 500 Вт является специализированным решением для прецизионного нагрева цилиндрических поверхностей. Его конструкция оптимальна для применения в производственных процессах, требующих стабильного и контролируемого температурного режима, в частности, для оборудования, такого как экструдеры, литьевые машины и различные виды трубопроводов. Этот тип нагревателя способен обеспечивать температуру до 500°C, что критически важно для многих промышленных задач, и отличается высокой надежностью при относительно простой интеграции в существующие системы.
Принцип функционирования и инженерная конструкция
Хомутовый ТЭН базируется на преобразовании электрической энергии в тепловую посредством резистивного элемента. Основу составляет негерметичный стальной корпус, чаще всего изготавливаемый из нержавеющей стали, который обеспечивает защиту внутренних компонентов и плотное прилегание к нагреваемой поверхности. Внутри корпуса размещена нихромовая или фехралевая спираль — нагревательный элемент с высоким электрическим сопротивлением. При прохождении электрического тока через спираль выделяется тепло. Для обеспечения электрической изоляции спирали от корпуса и максимальной теплопроводности используется диэлектрический материал — миканит, керамика или слюдопласт. Эти изоляторы подбираются исходя из требуемой максимальной рабочей температуры и удельной мощности. Прижимные механизмы, чаще всего в виде болтовых хомутов, обеспечивают плотный и равномерный контакт нагревателя с поверхностью объекта, что является ключевым фактором для эффективной и равномерной теплопередачи, минимизируя потери и предотвращая перегрев отдельных участков.
Ключевые компоненты и их значение для бизнеса:
- Нагревательный элемент: Резистивная проволока (нихром, сплав никеля и хрома; фехраль, сплав железа, хрома и алюминия) является «сердцем» ТЭНа. Выбор материала влияет на срок службы, стабильность сопротивления при высоких температурах и, как следствие, на надежность производственного процесса. Изоляция витков друг от друга предотвращает внутренние короткие замыкания, снижая риски выхода оборудования из строя и, соответственно, минимизируя простои.
- Изоляция:
- Миканит: Эффективен до 350–400°C, с удельной мощностью до 4 Вт/см². Оптимален для стандартных задач, где не требуются экстремальные температуры. Предоставляет баланс стоимости и производительности.
- Керамика: Применяется при температурах до 500°C и удельной мощности до 9 Вт/см². Выбор для высокотемпературных и более требовательных процессов, где критичны стабильность и долговечность в агрессивных условиях. Обеспечивает повышенную надежность и срок службы. Толщина керамической изоляции обычно составляет 10–15 мм.
- Слюдопласт: Бюджетное решение для температур до 300–350°C и удельной мощности 2–4 Вт/см². Подходит для менее критичных задач или в качестве временного решения. Толщина 3–5 мм.
Выбор изоляции напрямую влияет на максимальную температуру эксплуатации, удельный ресурс и, следовательно, на операционные затраты и производственные возможности.
- Корпус: Изготавливается из нержавеющей или углеродистой стали, легко сгибаемой под необходимые диаметры (от 25 мм до 750 мм). Материал корпуса выбирается в зависимости от требований к коррозионной стойкости и стоимости. Толщина корпуса варьируется (например, 10–15 мм для керамических ТЭНов и 3–5 мм для слюдяных), что влияет на механическую прочность и распределение тепла.
- Крепление: Болтовые хомуты или прижимные устройства обеспечивают быструю установку без необходимости в сложном специализированном оборудовании, сокращая время монтажа и затраты на рабочую силу. Это повышает ремонтопригодность и гибкость производства.
Для представленных параметров (D=55 мм, H=65 мм) удельная мощность составляет ориентировочно 2–4 Вт/см², что характерно для миканитовых нагревателей, предназначенных для поддержания температуры в диапазоне 350–500°C. Расчет мощности, исходя из геометрии и удельной нагрузки, подтверждает соответствие: P = π × D × H × удельная нагрузка. Например, 3.14 × 5.5 см × 6.5 см × 2.5 Вт/см² ≈ 500 Вт. Точное соответствие удельной мощности параметрам процесса позволяет избежать перерасхода энергии или недостаточного нагрева, что влияет на качество конечного продукта и общую энергоэффективность предприятия.
Ключевые понятия и терминология
- Хомутовый ТЭН (Кольцевой/Манжетный нагреватель): Электрический нагреватель цилиндрической формы, предназначенный для наружного крепления на трубчатых или цилиндрических элементах оборудования. Используется для равномерного и контролируемого нагрева по всей окружности объекта.
- Удельная мощность (Вт/см²): Показатель, характеризующий количество тепловой энергии, выделяемой с единицы площади поверхности нагревателя. Критический параметр для оценки эффективности нагрева и риска перегрева.
- Нихромовая/Фехралевая спираль: Резистивные сплавы с высоким удельным электрическим сопротивлением, используемые в качестве нагревательного элемента. Отличаются высокой жаростойкостью и долговечностью.
- Миканит/Керамика/Слюдопласт: Диэлектрические материалы, применяемые для изоляции нагревательной спирали от корпуса ТЭНа. Выбор материала определяет максимально допустимую рабочую температуру и диэлектрическую прочность.
- АСУ ТП (Автоматизированная система управления технологическим процессом): Комплекс аппаратных и программных средств для автоматического контроля и управления производственными процессами, обеспечивающий стабильность параметров и минимизацию человеческого фактора.
- TCO (Total Cost of Ownership – Общая стоимость владения): Экономический показатель, включающий не только первоначальные затраты на приобретение оборудования, но и все последующие расходы на его эксплуатацию, обслуживание, ремонт и утилизацию в течение всего срока службы.
- ROI (Return on Investment – Возврат инвестиций): Показатель эффективности инвестиций, выражающий отношение чистой прибыли к величине инвестированных средств. Используется для оценки целесообразности вложений в новое оборудование.
Сравнительная таблица: Альтернативные подходы к промышленному нагреву цилиндрических объектов
Выбор оптимального решения для нагрева технологического оборудования критически важен для обеспечения стабильности производственных процессов, контроля качества продукции и оптимизации операционных расходов. Представленный хомутовый ТЭН является одним из множества вариантов, каждый из которых имеет свои преимущества и недостатки в зависимости от специфики задачи. Ниже представлена сравнительная таблица различных подходов к нагреву, помогающая принять обоснованное решение.
| Критерий оценки | Хомутовый ТЭН (55×65 мм, 500 Вт, 220 В) | Плоский ТЭН | Патронный ТЭН | Гибкий ленточный нагреватель | Индукционный нагрев |
|---|---|---|---|---|---|
| Типичная удельная мощность (Вт/см²) | 2-9 (целевой 2-4) | 2-6 | 3-20 | 0.5-2 | Высокая, зависит от частоты и индуктора |
| Макс. рабочая температура (°C) | До 500 (с керамической изоляцией) | До 400-450 | До 700-750 | До 200-250 | До 1000+ (зависит от материала объекта) |
| Целевые объекты нагрева | Цилиндрические поверхности (экструдеры, трубы, сопла) малого/среднего диаметра | Плоские поверхности (плиты, формы, штампы) | Внутренний нагрев (пресс-формы, матрицы, стержни, картриджи) | Поверхности сложной геометрии, трубопроводы, резервуары | Токопроводящие материалы (металлы), внутренний и внешний нагрев |
| Стоимость приобретения (ориентировочно) | Низкая (от 30-50 USD за аналог) | Низкая-Средняя | Низкая-Средняя | Низкая | Высокая (значительные начальные инвестиции) |
| Срок внедрения/монтажа | Быстрый (минуты/часы) | Быстрый (часы) | Быстрый (часы) | Очень быстрый (минуты) | Длительный (проектирование, наладка) |
| TCO (Общая стоимость владения) | Средняя (зависит от изоляции, обслуживания) | Средняя | Средняя-Высокая (частота замены при перегрузке) | Низкая (если температура невысока) | Высокая (оборудование, энергопотребление) |
| Энергоэффективность | Средняя (требует изоляции для КПД) | Средняя | Высокая (локальный, направленный нагрев) | Низкая (большие потери на излучение) | Очень высокая (целевой нагрев) |
| Точность контроля температуры | Высокая (с терморегулятором) | Высокая | Очень высокая | Средняя | Прецизионная (возможность зонального контроля) |
| Сложность обслуживания | Низкая (быстрая замена) | Низкая | Средняя (замена в труднодоступных местах) | Низкая | Высокая (требует специалистов) |
| Риски отказа/перегрева | Средние (при несоблюдении правил монтажа/эксплуатации) | Средние | Высокие (при перегрузке, без термоконтроля) | Низкие (из-за низкой мощности) | Низкие (при правильной настройке) |
| Требования к данным/команде | Базовые знания электротехники | Базовые знания электротехники | Средние (проектирование, монтаж) | Минимальные | Высокие (инженерные, эксплуатационные) |
Понимание фундаментальных принципов работы хомутовых ТЭНов и их позиционирования относительно альтернативных решений — лишь первый шаг. Для максимизации экономической выгоды и обеспечения бесперебойной работы необходимо углубиться в вопросы практической реализации, оптимизации процессов и стратегического управления жизненным циклом этих критически важных компонентов промышленного оборудования.
Продвинутая практика и внедрение: Максимизация эффективности хомутовых ТЭНов в производстве
После обзора базовых характеристик и сравнения хомутовых ТЭНов с другими методами нагрева, фокус переносится на их эффективное внедрение и эксплуатацию. Для руководителей и технических специалистов критически важно не просто выбрать подходящий нагреватель, но и обеспечить его оптимальную работу в рамках общей производственной системы. Это включает глубокое понимание аспектов проектирования, интеграции, контроля и долгосрочного обслуживания.
Пошаговая реализация: От проектирования до превентивного обслуживания
Внедрение хомутовых ТЭНов, особенно в масштабах предприятия, требует структурированного подхода, охватывающего весь жизненный цикл оборудования. Это не просто установка, а комплексный проект с четкими этапами.
- Этап 1: Технико-экономическое обоснование (ТЭО) и проектирование системы
- Анализ потребностей: Детальное определение требуемых температурных режимов, динамики нагрева, характеристик нагреваемого материала и его объема. Оценка потенциальных теплопотерь и требуемой мощности.
- Выбор типа и количества ТЭНов: На основе анализа определяются оптимальные параметры (размер, мощность, тип изоляции, напряжение). Для нашего случая (55×65 мм, 500 Вт) это может быть решение для поддержания стабильной температуры в небольших экструзионных головках или соплах.
- Интеграция с АСУ ТП: Проектирование схемы подключения ТЭНов к существующей или новой автоматизированной системе управления технологическим процессом (АСУ ТП). Это включает выбор терморегуляторов (ПИД-регуляторы), твердотельных реле, датчиков температуры (термопар или терморезисторов) и интерфейсов связи (например, Modbus RTU). Ключевая метрика: Время выхода на заданный режим, стабильность поддержания температуры (колебания не более ±1-2°C).
- Оценка ROI: Расчет потенциальной экономии энергии, снижения брака, увеличения производительности и сокращения простоев за счет использования новых или оптимизированных нагревательных систем.
- Этап 2: Закупка и управление цепочками поставок
- Выбор поставщика: Приоритизация поставщиков, предлагающих не только конкурентные цены, но и гарантированное качество (сертификация, соответствие ГОСТ/ISO), надежную техническую поддержку, оперативную логистику и возможность индивидуального изготовления.
- Проверка качества: Входящий контроль партии ТЭНов, включающий визуальный осмотр, замеры сопротивления, проверку диэлектрической прочности. Отклонение сопротивления от расчетного (например, 97 Ом для 220В/500Вт) более чем на 5% может указывать на скрытые дефекты.
- Управление запасами: Формирование оптимального запаса критически важных позиций ТЭНов и комплектующих для минимизации рисков простоев в случае внезапного отказа.
- Этап 3: Монтаж и пусконаладочные работы
- Подготовка поверхности: Тщательная очистка нагреваемой поверхности от любых загрязнений, окалины или старой изоляции. Любые неровности или нагар могут существенно снизить эффективность теплопередачи.
- Обеспечение плотного прижима: Использование калиброванных динамометрических ключей для затяжки крепежных болтов до рекомендованного момента (5–10 Нм). Недостаточный прижим приводит к образованию воздушных зазоров, снижению эффективности нагрева и локальному перегреву ТЭНа.
- Подключение и изоляция: Прокладка кабелей питания (рекомендуемое сечение для 500 Вт при 220 В — 1.5 мм²) с учетом температурного режима. Использование термостойкой изоляции и клеммных колодок. Обязательное подключение заземления.
- Установка температурных датчиков: Монтаж термопар или терморезисторов максимально близко к зоне нагрева для точного измерения и контроля температуры.
- Пусконаладочные испытания: Постепенное увеличение мощности с мониторингом температуры на объекте и корпусе ТЭНа. Калибровка терморегуляторов. Проверка на отсутствие перегрева и стабильность работы в различных режимах. Ключевая метрика: Время отклика системы на изменение уставки температуры.
- Этап 4: Эксплуатация и оптимизация
- Мониторинг параметров: Регулярный мониторинг рабочего напряжения, тока, температуры нагревателя и объекта. Сбор данных для анализа эффективности и выявления аномалий.
- Тепловая изоляция: Применение внешней теплоизоляции (например, термостойкие кожухи или базальтовое волокно) для снижения теплопотерь и повышения КПД системы, что может уменьшить энергопотребление до 40%. Расчет окупаемости затрат на изоляцию производится с учетом стоимости электроэнергии и объемов потребления.
- Превентивное обслуживание (ППО): Плановые проверки креплений, состояния кабелей и изоляции, очистка поверхностей ТЭНа. Замена ТЭНов до их полного выхода из строя на основе анализа статистики отказов и расчетного срока службы (например, раз в 2-3 года для экструдеров). Ключевая метрика: Снижение количества незапланированных простоев на 15-20% за счет ППО.
- Этап 5: Обучение персонала
- Технический персонал: Обучение правилам монтажа, подключения, эксплуатации и диагностики неисправностей.
- Операторы: Инструктаж по работе с АСУ ТП, мониторингу температурных режимов и действиям при возникновении аварийных ситуаций.
Кейсы/паттерны использования хомутовых ТЭНов 55х65 мм/500 Вт
Эффективность применения хомутовых ТЭНов раскрывается в различных производственных контекстах. Рассмотрим несколько типовых сценариев, демонстрирующих их ценность для разных типов предприятий.
- Сценарий 1: Малое и среднее предприятие (SMB) — Цех по производству пластиковой упаковки
- Проблема: Нестабильное качество продукции (пленки, гранул) из-за колебаний температуры на соплах небольших экструзионных машин, частые остановки для ручной регулировки.
- Решение: Установка хомутовых ТЭНов 55×65 мм/500 Вт с миканитовой изоляцией на ёмкости для плавления полимеров и на экструзионные головки. Интеграция с простыми одноканальными терморегуляторами.
- Результат:
- Повышение стабильности температуры: колебания сократились до ±1°C, что привело к снижению брака продукции на 15%.
- Сокращение времени простоя: благодаря быстрой замене ТЭНа и простой настройке, время на обслуживание сократилось на 20%.
- Экономический эффект: Прогнозируемый ROI за 1 год за счет снижения брака и операционных затрат составил около 25%.
- Сценарий 2: Крупное промышленное предприятие (Enterprise) — Нефтехимический завод
- Проблема: Необходимость точного локального нагрева участков трубопроводов с вязкими нефтепродуктами для поддержания их текучести в условиях низких температур, а также обогрев аналитических линий.
- Решение: Применение хомутовых ТЭНов 55×65 мм/500 Вт с керамической изоляцией и повышенной стойкостью к агрессивным средам. Интеграция в централизованную АСУ ТП завода с использованием ПИД-регуляторов и протоколов Modbus для удаленного мониторинга и управления. Дополнительная установка внешних термостойких кожухов для минимизации теплопотерь.
- Результат:
- Гарантированная текучесть продуктов: Обеспечено бесперебойное транспортировка без риска кристаллизации или загустения, что предотвратило аварийные ситуации и простои.
- Оптимизация энергопотребления: Использование внешней изоляции и точного контроля снизило энергопотребление на 30% по сравнению с менее эффективными методами обогрева.
- Надежность и безопасность: Керамическая изоляция обеспечила длительный срок службы в сложных условиях, снизив частоту плановых замен и риски в потенциально взрывоопасных зонах.
- Сценарий 3: Регулируемая отрасль — Фармацевтическое производство
- Проблема: Требование к высокоточному и стерильному нагреву компонентов в небольших реакторах и линиях розлива для производства лекарственных препаратов, с необходимостью строгой валидации процессов.
- Решение: Использование хомутовых ТЭНов 55×65 мм/500 Вт, изготовленных из пищевой нержавеющей стали (316L), с керамической изоляцией для максимальной точности и долговечности. Установка на каждый ТЭН двух независимых термопар: одна для контроля процесса, другая для аварийного отключения. Полная интеграция с системой SCADA для протоколирования всех температурных данных и обеспечения соответствия нормативным требованиям GMP (Good Manufacturing Practice).
- Результат:
- Соответствие нормам GMP: Обеспечена полная прослеживаемость и валидация температурных режимов, что является критичным для контроля качества и безопасности продукции.
- Минимальные риски контаминации: Использование специализированных материалов и герметичных соединений предотвратило любые внешние загрязнения.
- Высочайшая надежность: Избыточные системы контроля температуры исключили риск перегрева, что важно для сохранения свойств чувствительных компонентов.




Отправить комментарий