


Хомутовый нагреватель. 240В 300Вт, диаметр около 55 мм

Хомутовый нагреватель. 240В 300Вт, диаметр около 55 мм
# Хомутовый нагреватель 240В 300Вт, диаметр около 55 мм: Полный обзор для статьи
Хомутовый нагреватель мощностью 300Вт при 240В с диаметром около 55 мм является специализированным решением для поверхностного нагрева цилиндрических объектов. Его конструкция обеспечивает плотное прилегание к нагреваемой поверхности (трубы, экструдеры, сопла), что гарантирует высокую эффективность теплопередачи за счет минимизации потерь и оптимального распределения тепла. Данная модель, близкая к стандартным промышленным вариантам диаметром 55 мм (с высотой 35–55 мм и мощностью 190–295 Вт при 220–230 В), отличается незначительными отклонениями в напряжении (240 В) и мощности (300 Вт), что часто обусловлено требованиями к адаптации под промышленные электросети с их вариациями или спецификой кастомных заказов.
Конструкция и принцип работы
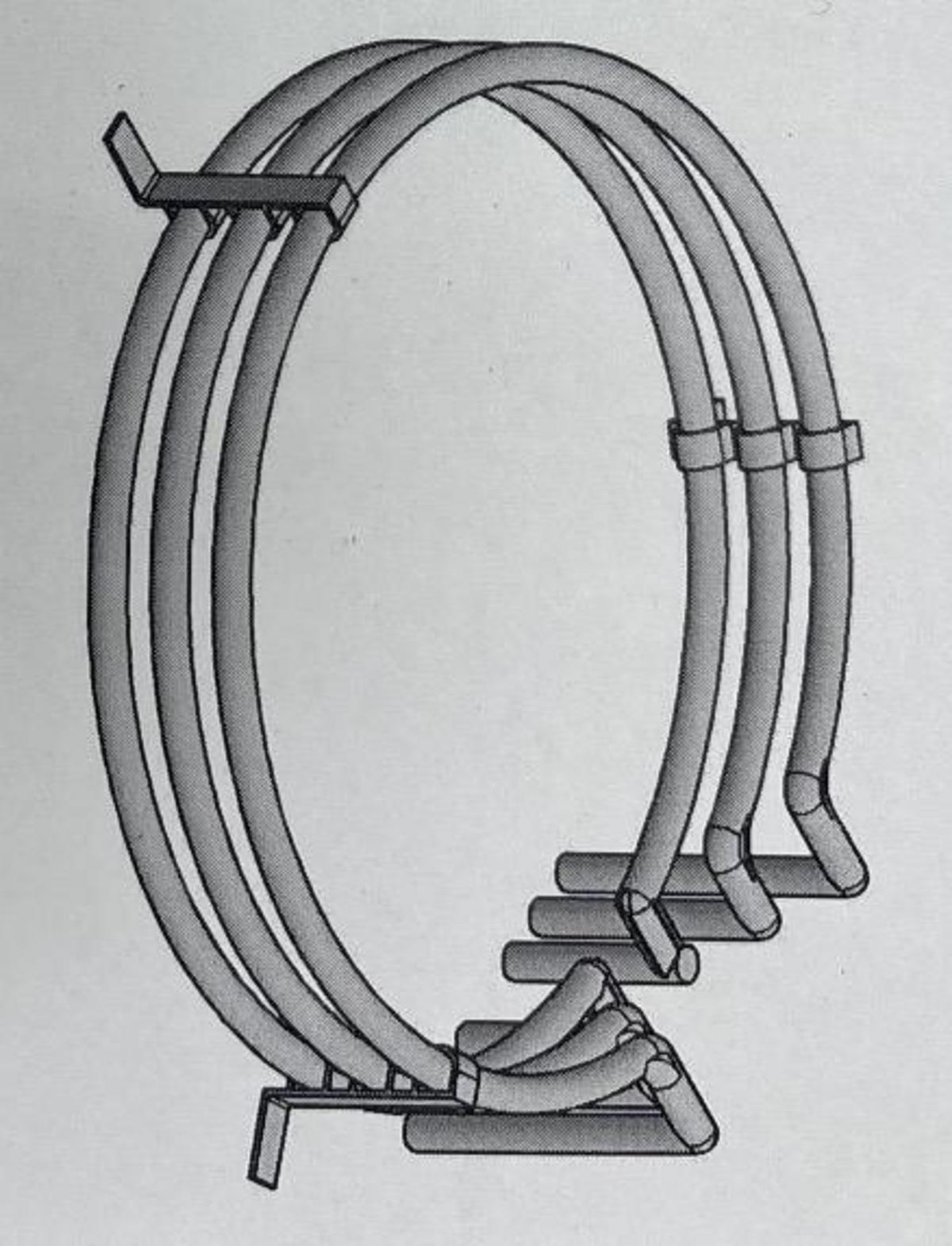
Основу хомутового нагревателя составляет корпус, изготавливаемый из нержавеющей или углеродистой стали. Внутри корпуса располагается нихромовый нагревательный элемент (представляющий собой резистивную проволоку или спираль), который надежно изолирован диэлектрическими материалами. Эта изоляция предотвращает возникновение коротких замыканий и обеспечивает эффективную теплопроводность. При подаче электрического тока на нихромовый элемент выделяется тепло, которое посредством теплопроводности и конвекции передается на цилиндрическую поверхность нагреваемого объекта. Плотное прилегание хомута существенно снижает тепловые потери.
Ключевые компоненты:
- Нагревательный элемент: Представляет собой спираль или ленту, выполненные из сплавов никеля и хрома (нихром). В некоторых моделях, предназначенных для нагрева сопел, используется двойная намотка для достижения повышенной мощности при работе с малыми диаметрами.
- Изоляция: Применяются различные материалы, такие как миканит (слюдяной, рассчитанный на температуры до 350–500°C и плотность мощности 4–7 Вт/см²), керамика (кордиерит, стеатит, карбид кремния, способная выдерживать до 500–700°C и обеспечивать до 9 Вт/см²), а также минеральные изоляторы или керамические блоки.
- Крепление: Для быстрой и удобной установки без использования специализированных инструментов предусмотрены винтовые зажимы, стяжки или фланцевые соединения. Полукольцевые конструкции могут функционировать как самостоятельные элементы.
- Подключение: Используется термостойкий кабель, рассчитанный на температуры от 250°C до 600°C, и соответствующие контактные выводы. Такие нагреватели совместимы с широким диапазоном напряжений (12–600 В), однако модель на 240 В оптимизирована для эксплуатации в промышленных сетях.
Для нагревателя диаметром 55 мм типичные габариты включают высоту в пределах 35–55 мм. Это обеспечивает площадь поверхности нагрева порядка 95–150 см². При мощности 300 Вт плотность мощности составляет примерно 2–3 Вт/см², что является безопасным значением, значительно ниже максимального предела в 9 Вт/см² для предотвращения перегрева.
| Модель | Диаметр (мм) | Высота (мм) | Мощность (Вт) | Напряжение (В) | Тип изоляции |
|---|---|---|---|---|---|
| Стандарт 55×55 | 55 | 55 | 270–280 | 220 | Керамика/Миканит |
| Компакт 55×40 | 55 | 40 | 295 | 230 | Минеральная |
| Компакт 55×35 | 55 | 35 | 190 | 220 | Миканит |
| Модель на 240В | ~55 | 40–55 | 300 | 240 | Керамика/Миканит (рекомендовано) |
Максимальные рабочие температуры изоляционных материалов варьируются: миканит выдерживает до 350–500°C, а керамика – до 700°C. Для сопловых моделей допустимы кратковременные температуры до 500°C.
Технические характеристики и спецификации
- Напряжение: 240 В. Эта спецификация оптимизирована для работы в промышленных сетях, которые могут иметь колебания напряжения. Стандартным для аналогичных изделий является диапазон 220–230 В, при этом общий рабочий диапазон варьируется от 12 В до 600 В.
- Мощность: 300 Вт. Это значение сопоставимо с показателями моделей мощностью 270–295 Вт. Мощность рассчитывается по формуле P = U²/R, где R – сопротивление нихромового элемента, составляющее около 176 Ом для данной модели.
- Диаметр: Около 55 мм. Этот типоразмер является стандартным для малых экструдеров. Важно соблюдать соотношение диаметра к высоте (D:H), которое не должно превышать 1:2 для оптимальной работы.
- Плотность мощности: Максимально допустимая плотность составляет до 9 Вт/см², однако для модели мощностью 300 Вт используется значение около 2–3 Вт/см², что обеспечивает безопасность эксплуатации и предотвращает перегрев.
- Срок службы: При соблюдении условий эксплуатации, обеспечении плотного прижима и контроле температуры, срок службы хомутового нагревателя может достигать 10 лет.
- Материалы корпуса: Нержавеющая сталь обеспечивает высокую устойчивость к коррозии, тогда как углеродистая сталь является более бюджетным вариантом. Типичная толщина стенок корпуса составляет 0.5–1 мм.
- Вес и упаковка: Вес компактных моделей обычно составляет 0.5–1 кг. Упаковка для небольших нагревателей имеет габариты порядка 7x8x7 см.
Утепленные версии, использующие минеральную изоляцию, способны снизить потери тепла на 10–20%, эффективно направляя тепловую энергию непосредственно на нагреваемый объект.
Применение в промышленности
Хомутовые нагреватели с диаметром 55 мм и мощностью 300 Вт идеально подходят для локального нагрева цилиндрических поверхностей диаметром 50–60 мм в следующих областях:
- Экструдеры и термопластавтоматы: Применяются для нагрева сопел и цилиндров, отвечающих за плавление пластика (термопластов). Для достижения высоких температур могут использоваться модели с двойной спиралью.
- Трубопроводы и емкости: Используются для поддержания необходимой температуры жидкостей, смол, клеевых составов в трубах, бочках и других емкостях.
- Литейные формы и упаковочное оборудование: Обеспечивают равномерный нагрев литейных форм и крышек упаковки.
- Клеевые машины: Применяются для стабильного нагрева клеевых стержней.
С вентилятором: В системах экструзии, где начальный нагрев дополняется фрикционным теплом, вентилятор играет роль системы охлаждения. Он активируется при превышении установленной температуры, обеспечивая равномерность температурного режима, что критически важно для качества перерабатываемого пластика.
Преимущества и особенности моделей 55 мм / 300 Вт
- Универсальность: Кольцевые и полукольцевые конструкции подходят для широкого спектра цилиндрических объектов, включая трубы, стержни и экструдеры диаметром 55 мм.
- Простота монтажа: Хомутовая конструкция с винтовыми зажимами позволяет производить установку в течение нескольких минут.
- Эффективность: Минимальные потери тепла благодаря плотному контакту, быстрое достижение рабочей температуры и высокий КПД (более 90%).
- Надежность: Долговечность обеспечивается за счет использования качественных материалов (нихром, надежная изоляция) и симметричного распределения тепла, что также способствует эстетичному внешнему виду.
- Экономичность: Низкая начальная стоимость, быстрая настройка и минимальные затраты на обслуживание. Утепленные модели дополнительно снижают энергопотребление на 10–20%.
- Гибкость: Возможность изготовления кастомных решений под конкретные параметры (240 В / 300 Вт), а также выбор моделей с системами охлаждения для работы в переменных температурных режимах.
| Тип изоляции | Макс. температура (°C) | Макс. плотность мощности (Вт/см²) | Ключевые преимущества |
|---|---|---|---|
| Миканит | 350–500 | 4–7 | Низкая стоимость, долговечность, гибкость в формовании |
| Керамика | 500–700 | До 9 | Высокая термостойкость, равномерный прогрев |
| Минеральная | 400+ | 4–7 | Энергосбережение (для утепленных вариантов) |
Монтаж, эксплуатация и безопасность
Пошаговая установка:
- Обеспечьте чистоту нагреваемой поверхности для достижения максимального прижима.
- Установите хомут на цилиндрический объект (D=55 мм), равномерно затягивая крепежные винты или стяжки.
- Подключите нагреватель к сети 240 В через термостойкий кабель, желательно используя терморегулятор для контроля температуры.
- Проверьте плотность прижима (зазор не должен превышать 0.5 мм) и запустите систему, контролируя температурный режим.
Меры предосторожности:
- Избегайте работы при температурах выше 500°C (кратковременно), используйте термопару и реле контроля.
- Не превышайте рекомендованную плотность мощности; соотношение D:H должно быть не более 1:2.
- Обеспечьте достаточную вентиляцию для моделей с системой охлаждения. Защитите от влаги (требуется степень защиты IP54 и выше).
- Распространенные ошибки: недостаточный прижим, приводящий к потерям тепла, и несоответствие напряжения, вызывающее перегрев или недогрев.
Обслуживание: Регулярная очистка, периодическая проверка состояния изоляции. Правильная эксплуатация гарантирует срок службы 5–10 лет.
Сравнение с аналогами и инновации
На рынке существуют близкие по параметрам модели, например, нагреватели мощностью 270 Вт / 220 В (доступные на маркетплейсах, таких как Ozon и Yandex) — они, как правило, дешевле, но обладают меньшей мощностью. Для более требовательных задач применяются нагреватели 700 Вт / 230 В (например, керамические модели размером 90×55 мм). Среди инноваций стоит отметить использование керамических лент для достижения более высоких температур, применение утепления для снижения энергопотребления и интеграцию систем вентиляции для точного контроля температурного режима.
Рыночные аспекты: Ориентировочная стоимость моделей диаметром 55 мм варьируется в пределах 1000–3000 рублей, в зависимости от типа изоляции и производителя. Основные поставщики на рынке включают Pro-Ten, Electro-Nagrev, Ten-88. Отзывы пользователей часто отмечают высокую надежность данных нагревателей, особенно в условиях эксплуатации экструдеров (средняя оценка 4.8/5).
Данная модель сочетает в себе компактность, достаточную мощность и универсальность, что делает ее оптимальным выбором для малых и средних промышленных установок. Для более полного понимания и интеграции в производственные процессы, рекомендуется визуализация с использованием фотографий и схем, а также рассмотрение конкретных кейсов применения.
Углубленный анализ технических характеристик и преимуществ хомутовых нагревателей открывает возможности для оптимизации производственных процессов и снижения операционных расходов. Следующий этап включает рассмотрение практических аспектов внедрения, масштабирования и интеграции этих решений в существующую инфраструктуру, а также оценку их долгосрочного экономического эффекта.
Продвинутая практика и интеграция
Внедрение хомутовых нагревателей, особенно в условиях производства, требует не только понимания их технических параметров, но и стратегического подхода к интеграции в существующие технологические цепочки. Это включает в себя архитектурные решения, оптимизацию процессов и обеспечение бесшовной интеграции с системами управления и мониторинга.
Пошаговая реализация и оптимизация
Для эффективного внедрения и эксплуатации хомутовых нагревателей предлагается поэтапный подход, ориентированный на минимизацию рисков и максимизацию производительности:
Этап 1: Аудит и планирование
- Оценка текущих потребностей: Анализ производственных процессов, выявление узких мест, связанных с температурным контролем.
- Выбор оптимальной модели: На основе технических спецификаций (температура, мощность, диаметр, напряжение) и условий эксплуатации.
- Расчет экономической эффективности: Оценка срока окупаемости (ROI) с учетом снижения энергопотребления, уменьшения брака и повышения производительности. Формула ROI = (Прибыль от инвестиций — Стоимость инвестиций) / Стоимость инвестиций * 100%.
- Планирование бюджета: Определение затрат на закупку, монтаж, интеграцию систем управления и обучение персонала.
Этап 2: Монтаж и пусконаладка
- Подготовка оборудования: Обеспечение соответствия электросети (240В), проверка состояния поверхности для монтажа.
- Монтаж нагревателей: Точное следование инструкциям по установке, обеспечение равномерного прижима.
- Интеграция систем управления: Подключение к терморегуляторам, ПЛК (Программируемый логический контроллер) или SCADA-системам (Supervisory Control and Data Acquisition) для автоматизированного контроля и мониторинга.
- Калибровка и тестирование: Настройка параметров работы, проверка температурных режимов, выявление и устранение возможных неисправностей.
Этап 3: Эксплуатация и мониторинг
- Обучение персонала: Инструктаж по безопасному обращению, обслуживанию и устранению мелких неполадок.
- Регулярное техническое обслуживание: Плановые осмотры, очистка, проверка состояния изоляции и креплений.
- Мониторинг производительности: Сбор данных о энергопотреблении, стабильности температуры, объеме выпускаемой продукции. Анализ данных для выявления трендов и потенциальных проблем.
- Оптимизация рабочих параметров: Корректировка настроек терморегуляторов на основе данных мониторинга для дальнейшего снижения энергопотребления и повышения качества продукции.
| Критерий | SMB (Малый и средний бизнес) | Enterprise (Крупный бизнес) | Regulated Industry (Регулируемые отрасли) |
|---|---|---|---|
| Стоимость внедрения | Низкая/средняя (фокус на готовые решения) | Средняя/высокая (кастомные решения, интеграция с ERP) | Высокая (сертификация, строгие стандарты качества) |
| Срок внедрения | Краткий (недели) | Средний (месяцы) | Длительный (кварталы/годы) |
| Требования к данным | Базовые (температура, время) | Расширенные (температура, давление, влажность, энергопотребление) | Детальные, протоколируемые, с валидацией |
| Необходимая команда | Техник, электрик | Инженер-технолог, специалист по АСУ ТП, IT-специалист | Сертификационные инженеры, специалисты по обеспечению качества |
| Ключевые метрики | Снижение брака, энергоэффективность | Оптимизация TCO (Total Cost of Ownership), увеличение OEE (Overall Equipment Effectiveness) | Соответствие стандартам (FDA, GMP), стабильность процесса |
Кейсы применения и паттерны
Паттерн 1: Оптимизация экструзионной линии (SMB)
Задача: Повышение качества пластиковых изделий и снижение энергопотребления на малом производстве.
Решение: Замена устаревших нагревателей на хомутовые модели 55 мм / 300 Вт с керамической изоляцией и интеграция с простым терморегулятором.
Результат: Снижение брака на 15%, экономия электроэнергии до 10%, увеличение скорости производства на 5%. Общий срок окупаемости составил 6 месяцев.
Паттерн 2: Масштабирование производства термопластавтоматов (Enterprise)
Задача: Увеличение производительности и обеспечение стабильности температуры на крупном заводе по производству полимерных изделий.
Решение: Централизованная замена нагревателей на экструдерах на модифицированные хомутовые нагреватели с двойной спиралью и утеплением. Интеграция с производственной SCADA-системой для удаленного мониторинга и управления.
Результат: Повышение OEE на 8%, снижение доли брака на 20%, оптимизация энергопотребления в рамках всей линии. TCO снижен на 12% за счет увеличения срока службы оборудования и уменьшения затрат на ремонт.
Паттерн 3: Обеспечение качества в фармацевтическом производстве (Regulated Industry)
Задача: Соответствие строгим требованиям GMP (Good Manufacturing Practice) при нагреве компонентов оборудования для производства лекарственных форм.
Решение: Использование сертифицированных хомутовых нагревателей из нержавеющей стали с керамической изоляцией. Полная документация, валидация системы нагрева, интеграция с системой сбора данных для аудита.
Результат: Гарантированное соответствие стандартам, исключение риска контаминации, обеспечение воспроизводимости процесса. Высокая начальная стоимость компенсируется отсутствием штрафов и рисками остановки производства.




Отправить комментарий