


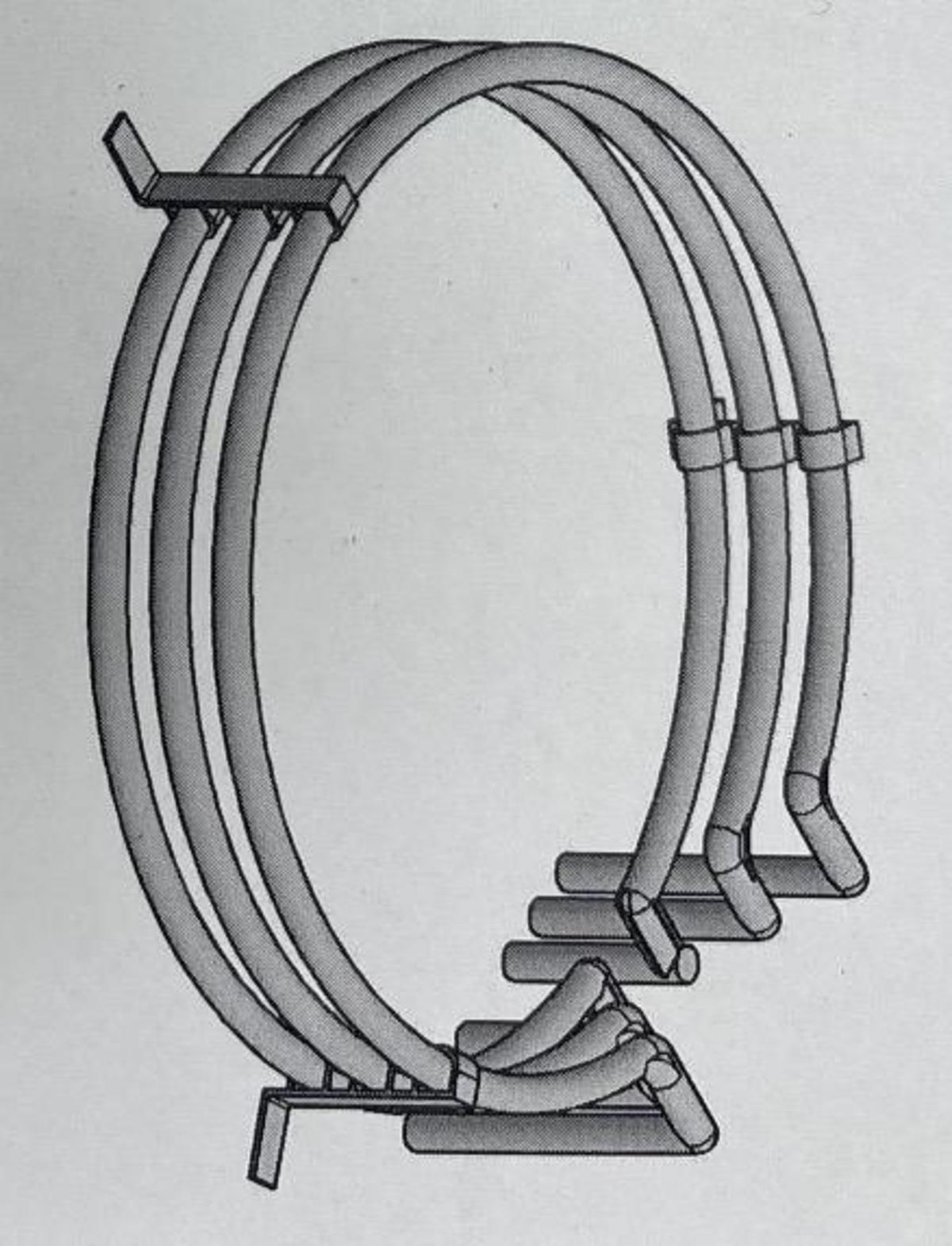
Нагреватель кольцевой керамический. Диаметр: 180мм Ширина: 63мм Выводы: жаростойкий провод длиной 600мм Мощность: 2500Вт Напряжение: 415В

Нагреватель кольцевой керамический.
Диаметр: 180мм
Ширина: 63мм
Выводы: жаростойкий провод длиной 600мм
Мощность: 2500Вт
Напряжение: 415В
# Нагреватель кольцевой керамический: Полный обзор для статьи
Кольцевой керамический нагреватель — это высокоэффективный хомутовый электронагреватель с кольцевой формой, предназначенный для равномерного нагрева цилиндрических поверхностей, таких как сопла экструдеров, формы для литья пластмасс и промышленное оборудование. Конкретная модель с диаметром 180 мм, шириной 63 мм, выводом из жаростойкого провода 600 мм, мощностью 2500 Вт и напряжением 415 В идеально вписывается в стандартные параметры промышленных ТЭНов (трубчатых электронагревателей), обеспечивая высокую удельную мощность и устойчивость к нагрузкам.
Конструкция и принцип работы
Кольцевые керамические нагреватели состоят из стального корпуса (часто из нержавеющей стали 1.4301), внутри которого размещены керамические изоляторы (стеатитовые «косточки») с реостатной проволокой из нихрома или спиралью. Проволока проходит по каналам изоляторов, генерируя тепло при прохождении тока. Между корпусом и изоляторами — теплоизоляционный слой (керамическое волокно), минимизирующий потери тепла и защищающий внешнюю поверхность.
Ключевые особенности конструкции:
- Кольцевая форма с внутренним диаметром от 25–55 мм до 1000 мм, шириной (высотой) 15–500 мм, толщиной ~12 мм.
- Хомутовое крепление (замки, стяжки) для быстрой установки на трубы или сопла без необходимости плотного контакта.
- Выводы: Жаростойкий провод (длина до 1000 мм, в данном случае — 600 мм) с аксиальным или угловым выводом для подключения.
- Нагрев сочетает теплопроводность (контакт) и излучение от керамики, обеспечивая равномерность даже при неровностях поверхности.
Для модели 180×63 мм: Диаметр 180 мм подходит для средних сопел (диапазон 55–380 мм), ширина 63 мм — в пределах 20–300 мм, мощность 2500 Вт при 415 В дает удельную мощность ~4–9 Вт/см² (площадь нагрева ~280–350 см²).
| Компонент | Материал/Характеристика | Функция |
|---|---|---|
| Нагревательный элемент | Нихромовая проволока/спираль | Генерация тепла |
| Изоляторы | Стеатитовая керамика | Электро- и теплоизоляция, прочность до 700°C |
| Корпус | Нержавеющая сталь | Защита, механическая прочность |
| Изоляция | Керамическое волокно | Снижение потерь тепла |
| Крепление | Хомуты, замки | Легкая установка/съем |
Технические характеристики и спецификации
Стандартные параметры кольцевых керамических нагревателей охватывают широкий диапазон, делая модель 2500 Вт/415 В типичной для промышленного применения:
| Параметр | Диапазон значений | Для модели 180×63 мм (2500 Вт/415 В) |
|---|---|---|
| Внутренний диаметр | 25–1000 мм | 180 мм |
| Ширина (высота) | 15–500 мм | 63 мм |
| Напряжение | 12–400 В (часто 220/230/400 В) | 415 В |
| Мощность | 500–9000 Вт | 2500 Вт |
| Удельная мощность | 3,5–10 Вт/см² | ~7–9 Вт/см² (макс. 9) |
| Рабочая температура | 450–550°C | До 500°C |
| Макс. температура | 700°C (кратковременно) | 700°C |
| Толщина | 12 мм | 12 мм |
| Выводы | Провод 600–1000 мм | Жаростойкий, 600 мм |
Дополнительные опции включают встроенную термопару, перфорированный корпус, вентиляцию для охлаждения (до 450°C) и теплоизоляционные корпуса. Напряжение 415 В типично для трехфазных систем, обеспечивая быстрый нагрев благодаря комбинированному воздействию фрикционного тепла и излучения.
Преимущества по сравнению с аналогами
Керамические кольцевые нагреватели превосходят миканитовые (макс. 300°C, 3,5 Вт/см²) и другие типы за счет комбинированного механизма нагрева, обеспечивая:
- Равномерность: Сочетание излучения и проводимости не требует идеального контакта с поверхностью.
- Высокие температуры: Стабильная работа до 500–550°C и кратковременно до 700°C, что значительно выше показателей миканитовых аналогов.
- Энергоэффективность: Низкие тепловые потери (4–8 Вт/см²) способствуют экономии энергии.
- Долговечность: Коррозионная стойкость, устойчивость к вибрациям и влажности обеспечивают ресурс более 8000 часов.
- Безопасность: Отличная электроизоляция, отсутствие искрения и встроенная защита от перегрева.
- Гибкость: Возможность изготовления на заказ по индивидуальным размерам и опции с охлаждением (например, с вентилятором для температур до 450°C).
| Характеристика | Керамический | Миканитовый (пример: 550×65 мм, 2000 Вт/230 В) |
|---|---|---|
| Рабочая температура | 500–550°C | 290–300°C |
| Удельная мощность | До 9 Вт/см² | 3,5 Вт/см² |
| Изоляционный материал | Керамика + волокно | Мика |
| Требования к контакту | Не обязателен | Плотный требуется |
Керамическая конструкция обеспечивает коррозионную стойкость, высокую энергоэффективность и температурную стабильность.
Применение в промышленности
Основные сферы применения:
- Переработка пластмасс: нагрев сопел экструдеров, форм для литья термопластов и полимеров.
- Производство: местный нагрев труб, цилиндров и другого промышленного оборудования.
- Литейное дело, экструзия, упаковка: обеспечение равномерного нагрева цилиндрических поверхностей.
- Цикличные процессы: модели с опциями охлаждения подходят для процессов, требующих чередования нагрева и охлаждения.
Модель 180 мм/2500 Вт оптимизирована для средних экструдеров (диаметр сопла ~150–200 мм), требующих высокой мощности при 415 В для быстрого разогрева до 500°C.
Монтаж, эксплуатация и безопасность
Установка:
- Очистить нагреваемую поверхность от загрязнений.
- Разомкнуть хомут нагревателя и надеть его на цилиндрическую поверхность (диаметр 180 мм).
- Зафиксировать нагреватель с помощью комплектных стяжек или замков.
- Подключить жаростойкий провод (600 мм) к источнику питания 415 В, используя соответствующие реле и термостаты для контроля температуры.
- При необходимости установить термопару для точного мониторинга температуры.
Меры безопасности:
- Не превышать максимальную удельную мощность 9 Вт/см² во избежание перегрева.
- Обязательно использовать термостат или иную систему защиты от перегрева.
- В условиях повышенной температуры или интенсивной эксплуатации рассмотреть возможность установки вентиляции.
- Избегать контакта с агрессивными химическими веществами и влагой.
- При соблюдении условий эксплуатации ресурс нагревателя составляет 8000+ часов.
Типичные ошибки: Чрезмерное усилие при затягивании хомута, которое может повредить нагреватель, хотя плотный контакт не всегда критичен из-за излучательной способности керамики. Важно обеспечить надежное крепление для равномерного распределения тепла.
Расчеты и подбор для статьи
Для модели 2500 Вт/180×63 мм:
- Внутренняя площадь нагреваемой поверхности: ≈ π × D × H = 3.14 × 180 мм × 63 мм ≈ 35600 мм² или 356 см².
- Расчет удельной мощности: 2500 Вт / 356 см² ≈ 7 Вт/см², что находится в оптимальном диапазоне 4–9 Вт/см².
- Время нагрева: Благодаря сочетанию фрикционного тепла и излучения, нагрев до 500°C происходит за считанные минуты.
Производители и ценообразование: Производство кольцевых керамических нагревателей осуществляется по индивидуальным заказам. Ориентировочная стоимость аналогичных моделей начинается от 5000 рублей, завися от специфических параметров.
Перспективы и инновации
Современные разработки включают перфорированные корпуса для лучшей равномерности теплораспределения, гибридные конструкции (с инфракрасными излучателями) и системы контроля температуры с элементами искусственного интеллекта. Растущий спрос наблюдается в сферах 3D-печати и переработки пластиков, где керамические нагреватели способны снизить энергозатраты на 20–30% по сравнению с традиционными решениями.
Переход от обзора технических аспектов и преимуществ к практической стороне вопроса – внедрению, оптимизации и оценке экономической эффективности – требует детализации процессов и сценариев использования для различных бизнес-контекстов.
Продвинутая практика и внедрение
Ключевые понятия и терминология
Для понимания процесса внедрения и оценки эффективности кольцевых керамических нагревателей важно оперировать следующими терминами:
- Удельная мощность (Вт/см²): Показатель, определяющий количество тепловой энергии, выделяемой на единицу площади нагреваемой поверхности. Высокая удельная мощность критична для быстрого достижения рабочих температур.
- Общая стоимость владения (TCO — Total Cost of Ownership): Суммарные затраты на приобретение, установку, эксплуатацию (включая энергопотребление), техническое обслуживание и утилизацию оборудования.
- Термопара: Датчик температуры, используемый для точного контроля и поддержания заданного температурного режима, что особенно важно в процессах с высокими требованиями к точности.
- Ресурс эксплуатации: Средний срок службы нагревательного элемента при соблюдении нормативных условий работы, измеряемый в часах или циклах.
- Энергоэффективность: Соотношение полученной полезной тепловой энергии к общему потреблению электроэнергии, влияющее на операционные расходы.
Сравнительная таблица: Подходы к оптимизации температурных процессов
Оценка различных технологических решений для достижения высокотемпературного нагрева:
| Критерий | Стандартные миканитовые нагреватели | Кольцевые керамические нагреватели | Индукционный нагрев | ИК-нагрев (инфракрасный) |
|---|---|---|---|---|
| Макс. температура | ~300°C | ~550°C (до 700°C кратковременно) | Зависит от объекта, до 1000°C+ | ~600°C |
| Удельная мощность | Низкая (до 3.5 Вт/см²) | Высокая (до 9 Вт/см²) | Очень высокая | Средняя |
| Равномерность нагрева | Зависит от контакта | Высокая (излучение + проводимость) | Локальная, зависит от геометрии | Средняя, требует калибровки |
| Энергоэффективность | Средняя | Высокая (низкие потери) | Очень высокая (направленный нагрев) | Средняя |
| Стоимость внедрения (ориентир) | Низкая | Средняя | Высокая | Средняя |
| Сложность управления | Низкая | Средняя (требует термоконтроль) | Высокая | Средняя |
| Требования к поверхности | Идеальный контакт | Не критичен | Электропроводящий материал | Не критичен |
| TCO (ориентир) | Средняя | Ниже средней (экономия энергии) | Средняя/Высокая (зависит от применения) | Средняя |
Пошаговая реализация внедрения
Внедрение кольцевых керамических нагревателей в производственный цикл может быть структурировано по следующим этапам:
Этап 1: Анализ и проектирование (1-2 недели)
- Оценка текущего процесса: Идентификация узких мест, связанных с температурными режимами, энергопотреблением, временем цикла.
- Определение требований: Расчет необходимой мощности, температуры, размеров, условий эксплуатации (агрессивная среда, вибрации).
- Выбор поставщика: Анализ производителей, запрос коммерческих предложений, проверка технических спецификаций и репутации.
- Техническое проектирование: Разработка чертежей, схем подключения, интеграции с существующей системой управления.
- Расчет ROI (Return on Investment — срок окупаемости инвестиций): Оценка потенциальной экономии на энергопотреблении, сокращении времени цикла, снижении брака. Формула: ROI = (Годовая экономия / Первоначальные инвестиции) × 100%. Пример: Если годовая экономия составляет 500 000 руб., а инвестиции — 1 000 000 руб., ROI = 50%. Срок окупаемости = 1 / ROI = 2 года.
Этап 2: Закупка и изготовление (2-6 недель)
- Размещение заказа: Формирование спецификации, заключение договора.
- Производственный процесс: Контроль этапов изготовления, соответствия стандартам.
- Логистика: Доставка оборудования на производственную площадку.
Этап 3: Установка и пусконаладка (1-3 дня)
- Монтаж: Установка нагревателей на оборудование согласно проектной документации.
- Подключение: Электромонтажные работы, интеграция с системой управления (ПЛК — программируемый логический контроллер, или терморегуляторы).
- Пусконаладка: Проверка работоспособности, калибровка датчиков, настройка температурных режимов.
- Тестирование: Прогон оборудования с номинальной нагрузкой, оценка стабильности параметров.
Этап 4: Эксплуатация и мониторинг (постоянно)
- Обучение персонала: Инструктаж по безопасному использованию и базовому обслуживанию.
- Плановое ТО: Периодический осмотр, очистка, проверка соединений.
- Мониторинг показателей: Отслеживание энергопотребления, времени цикла, процента брака, температуры.
- Оптимизация: Корректировка настроек для достижения максимальной эффективности.
Кейсы и паттерны применения
Паттерн 1: SMB-производитель пластиковых изделий (Экструдеры)
- Проблема: Устаревшие миканитовые нагреватели на соплах экструдера достигают лишь 280°C, что ограничивает переработку высокотемпературных полимеров (например, ABS, Поликарбонат). Время цикла увеличено, энергопотребление высокое из-за необходимости поддержания длительного нагрева.
- Решение: Замена миканитовых нагревателей на керамические кольцевые (180 мм, 2500 Вт, 415 В) с рабочей температурой до 500°C. Интеграция с цифровыми терморегуляторами.
- Результат:
- Увеличение максимальной рабочей температуры на 220°C.
- Сокращение времени нагрева сопла на 30%.
- Снижение энергопотребления на 15% за счет более эффективной теплоотдачи и меньших потерь.
- Возможность переработки новых типов пластиков, расширение продуктовой линейки.
- Повышение стабильности процесса, снижение брака до 5%.
- Срок окупаемости: ~1.5 года.
Паттерн 2: Крупное промышленное предприятие (Литьевые формы)
- Проблема: Неравномерный нагрев больших литьевых форм при массовом производстве изделий, приводящий к дефектам (усадка, коробление). Частая остановка линий для корректировки температуры.
- Решение: Использование нескольких кольцевых керамических нагревателей (например, диаметром 300 мм, мощностью 4000 Вт) с точным контролем температуры по зонам с помощью мультизональных ПЛК и термопар.
- Результат:
- Достигнута высокая равномерность нагрева поверхности формы (± 5°C).
- Сокращение времени цикла литья на 10%.
- Уменьшение процента брака на 8% за счет стабильности процесса.
- Повышение общей производительности линии на 12%.
- Снижение расходов на техническое обслуживание благодаря увеличенному ресурсу.
Чек-лист для оценки экономической эффективности
- Снижение энергопотребления:
- Задокументированное снижение kWh на единицу продукции.
- Расчет экономии за счет более высокой удельной мощности и меньших потерь.
- Увеличение производительности:
- Сокращение времени цикла (температурный режим, время разогрева).
- Рост числа произведенных единиц продукции за смену.
- Снижение брака:
- Процент уменьшения количества неудовлетворительной продукции.
- Оценка стоимости утилизации брака и потерянной прибыли.
- Увеличение ресурса эксплуатации:
- Сравнение среднего срока службы старых и новых нагревателей.
- Расчет экономии на закупке и замене нагревателей.
- Расширение технологических возможностей:
- Возможность работы с новыми материалами.
- Запуск новых видов продукции.
- Сокращение времени простоя:
- Оценка снижения частоты и длительности остановок на обслуживание/ремонт.




Отправить комментарий