


Хомутовый нагреватель. ML607 270×70 220/24OV~ 50Hz 130306 1600/1920 V D-38003019

Хомутовый нагреватель. ML607 270×70
220/24OV~ 50Hz
130306 1600/1920 V
D-38003019
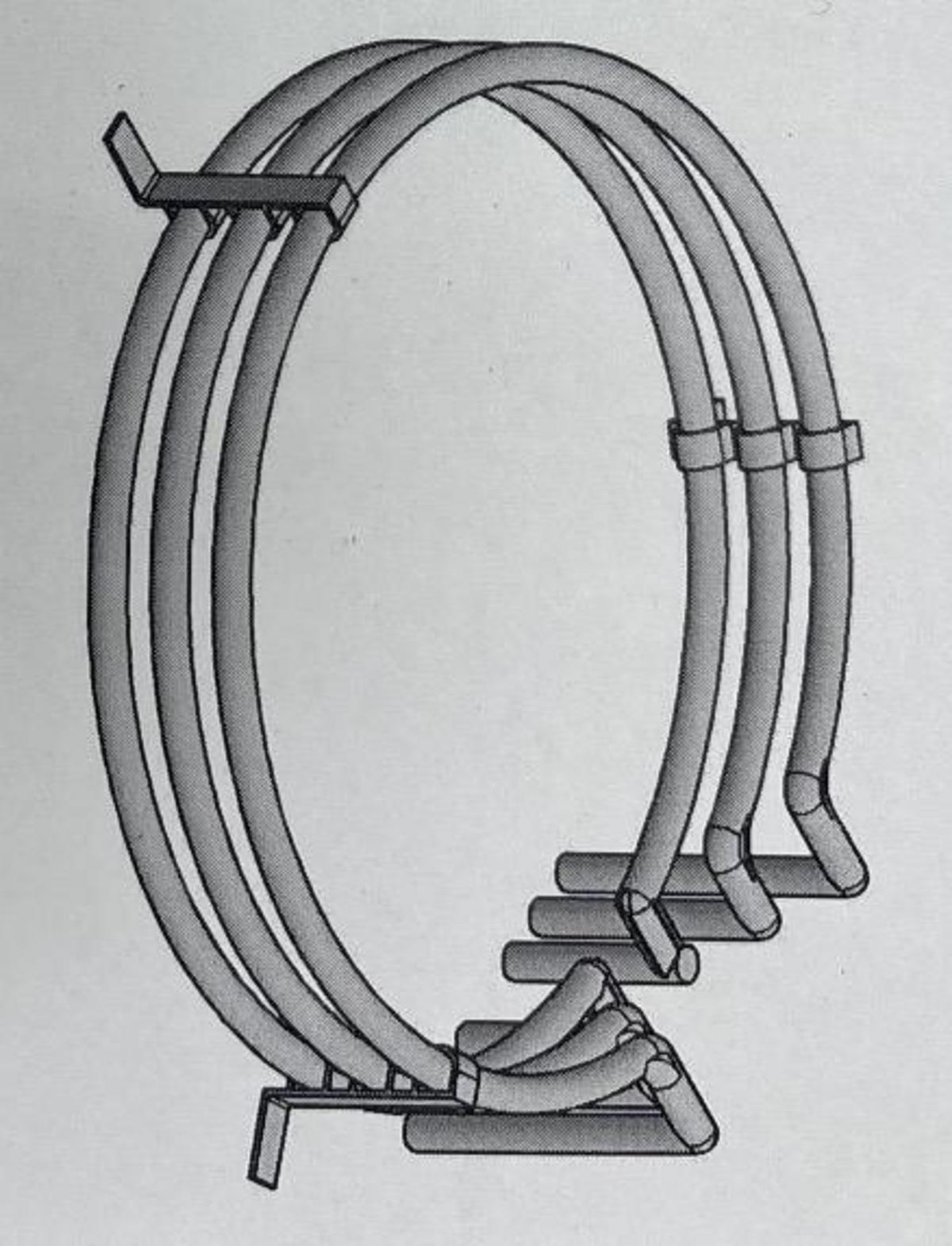
Хомутовый нагреватель ML607 270×70 с параметрами 220/240 В~, 50 Гц, мощностью около 1600/1920 Вт представляет собой промышленный электронагревательный элемент цилиндрической (кольцевой) формы, предназначенный для равномерного нагрева цилиндрических поверхностей, например, металлических труб, валов, сопел экструдера и другого оборудования. Основные характеристики, конструкция, материалы и применение таких нагревателей формируют основу статьи с подробным техническим описанием и практической значимостью.
При выборе компонентов для систем промышленного нагрева, особенно для критически важных процессов, таких как экструзия полимеров, литье пластмасс под давлением или химические реакции, понимание технических особенностей и эксплуатационных характеристик каждого элемента становится ключевым. Хомутовые нагреватели, к которым относится модель ML607 270×70, играют центральную роль в поддержании стабильных температурных режимов, непосредственно влияя на качество конечной продукции, энергоэффективность и долговечность оборудования. Их конструкция, материалы и способы интеграции определяют не только непосредственную функциональность, но и общую экономическую эффективность производственных циклов.
Ключевые понятия и терминология
- Хомутовый нагреватель (ТЭН): Электронагревательный элемент, выполненный в форме кольца или полукольца, предназначенный для поверхностного нагрева цилиндрических объектов. Обеспечивает контактный теплообмен за счет плотного прилегания к нагреваемой детали.
- Миканит (Mica): Электроизоляционный материал на основе натуральной слюды, спрессованной со связующими веществами. Используется в нагревателях для обеспечения электрической изоляции и теплопроводности при рабочих температурах до 350-450 °С. Обладает высокой механической прочностью и диэлектрическими свойствами.
- Керамическая изоляция: Материал на основе стеатита или высокоглиноземистой керамики, используемый в нагревателях для обеспечения электрической изоляции при значительно более высоких температурах (до 700-750 °С). Характеризуется высокой термостойкостью и плотностью мощности.
- Нихром: Сплав никеля и хрома (часто с добавлением железа), основной материал для изготовления резистивной проволоки в нагревательных элементах. Отличается высоким электрическим сопротивлением, хорошей жаростойкостью и устойчивостью к окислению при высоких температурах.
- Плотность мощности (Вт/см²): Величина, характеризующая количество тепловой энергии, выделяемой нагревателем с единицы площади его поверхности. Важный параметр, определяющий скорость нагрева и интенсивность теплопередачи; влияет на выбор изоляционного материала и долговечность элемента.
- Термопара (Thermocouple): Датчик температуры, состоящий из двух разнородных проводников, соединенных на одном конце. При изменении температуры места соединения возникает термоэлектрическая сила, пропорциональная изменению температуры, что позволяет точно контролировать нагрев.
- ПИД-регулятор (PID controller): Пропорционально-интегрально-дифференциальный контроллер – устройство, используемое в системах автоматического управления для поддержания заданного значения параметра (например, температуры) путем минимизации ошибки между заданным и фактическим значением.
- Экструдер: Промышленная машина, используемая для формования материалов (например, пластмасс, металлов, пищевых продуктов) путем их продавливания через формующее отверстие (сопло) под давлением. Хомутовые нагреватели часто применяются для поддержания необходимой температуры рабочей зоны экструдера.
- AISI 304/430: Стандарты американского института железа и стали, обозначающие марки нержавеющей стали. AISI 304 (пищевая сталь) обладает высокой коррозионной стойкостью и используется в агрессивных средах; AISI 430 является ферритной сталью, экономически более выгодна, но имеет меньшую коррозионную стойкость.
Хомутовый нагреватель ML607 270×70 относится к классу индустриальных электронагревателей, спроектированных для обеспечения прецизионного и равномерного нагрева. Его параметры — внутренний диаметр 270 мм и ширина 70 мм — указывают на применение для объектов среднего размера, таких как цилиндры экструдеров, пресс-формы или трубопроводы. Рабочее напряжение 220/240 В и мощность 1600/1920 Вт обеспечивают достаточную тепловую мощность для поддержания рабочих температур до ~350 °С, что характерно для миканитовых нагревателей. Выбор изоляции, как правило, определяется требуемым диапазоном температур и плотностью мощности.
Материалы корпуса, такие как нержавеющая сталь (AISI 304, 430), гарантируют высокую теплоотдачу, защиту от коррозии и механическую прочность, что критически важно в условиях промышленной эксплуатации. Разнообразие вариантов подключения (клеммные колодки, шпильки, провода) и возможность интеграции термопар обеспечивают гибкость монтажа и точный контроль над температурным режимом, что позволяет оптимизировать технологические процессы и минимизировать риск перегрева или недогрева.
Сравнительная таблица: типы хомутовых нагревателей
Выбор оптимального типа хомутового нагревателя напрямую влияет на операционные расходы, надежность и безопасность производства. Ниже представлена сравнительная таблица основных типов, их характеристик и экономических показателей, которые помогут принять обоснованное решение.
| Критерий | Миканитовые нагреватели (ML607) | Керамические нагреватели | Нагреватели в литом корпусе (алюминий/бронза) | Патронные/Спиральные ТЭНы (для установки в блоки) |
|---|---|---|---|---|
| Диапазон рабочих температур | До 350-450 °С (ML607 до 350 °С) | До 550-700 °С | До 300-450 °С | До 750 °С (зависит от конструкции) |
| Плотность мощности | Средняя (до 3.5-7 Вт/см²) | Высокая (до 8-10 Вт/см²) | Средняя-высокая (до 4-8 Вт/см²) | Очень высокая (до 20 Вт/см² для спиральных) |
| Стоимость (ориентировочно) | Низкая-средняя | Средняя-высокая | Высокая | Средняя (за элемент), высокая (за систему) |
| Срок службы и надёжность | Хороший, зависит от соблюдения температурного режима. Чувствительны к перегреву. | Очень хороший при правильной эксплуатации. Менее чувствительны к вибрациям, чем миканитовые. | Отличный, высокая механическая прочность. | Зависит от качества патрона/спирали и монтажа. |
| Срок внедрения/Замены | Быстрый, стандартные размеры доступны со склада. Изготовление на заказ 1-5 дней. | Быстрый, стандартные размеры. Изготовление на заказ дольше миканитовых. | Средний, требует литья под заказ. | Быстрый, но требует монтажа в специальные отверстия. |
| Общая стоимость владения (TCO) | Оптимален для средних температур. Энергоэффективность зависит от изоляции корпуса. | Высокая начальная стоимость компенсируется долговечностью и энергоэффективностью в высокотемпературных режимах. | Высокая начальная стоимость, но отличная равномерность нагрева и долговечность снижают операционные издержки. | Высокая гибкость, возможность зонального нагрева, что может оптимизировать энергопотребление. |
| Риски эксплуатации | Перегрев при плохом контакте, выход из строя изоляции. | Чувствительность к механическим ударам (керамика). | Длительный нагрев и остывание. | Пробой при неправильном монтаже, перегрев. |
| Требования к монтажу и обслуживанию | Плотное прилегание, равномерный зажим, регулярная проверка контактов. | Аккуратный монтаж, избегание точечных нагрузок. | Минимальное обслуживание, высокая устойчивость. | Точное соответствие размеров отверстий, правильная установка. |
| Применение (типовые сценарии) | Экструдеры, литьевые машины, трубопроводы, нагрев пресс-форм до 350°С. | Высокотемпературные экструдеры, системы плавления, термообработка, где требуется до 700°С. | Применение, где требуется равномерный и стабильный нагрев большой площади, например, в оборудовании для литья под давлением. | Локальный и интенсивный нагрев в блоках, головках экструдеров, соплах. |
Модель ML607 270×70 с её характеристиками идеально подходит для множества стандартных промышленных задач, где требуется стабильный нагрев до 350 °С. Ее конструкция, сочетающая резистивную проволоку с миканитовой изоляцией и корпусом из нержавеющей стали, обеспечивает баланс между стоимостью, надежностью и производительностью. Возможность индивидуального изготовления с вырезами под технологические элементы, такими как отверстия для термопар или датчиков, а также опции зонированного нагрева, значительно расширяют функционал и адаптивность этих элементов под специфические нужды производства. Это позволяет не только обеспечить требуемый температурный режим, но и добиться оптимизации энергопотребления за счет более точного управления зонами нагрева.
Принимая во внимание базовые принципы работы и критерии выбора хомутовых нагревателей, следующим шагом для оптимизации промышленных процессов становится углубленное изучение методик их интеграции, эксплуатации и управления в рамках комплексных производственных систем, что позволяет значительно повысить их эффективность и срок службы.
Продвинутая практика и внедрение систем нагрева
Эффективное использование хомутовых нагревателей, таких как ML607, выходит за рамки простого подключения к источнику питания. Оно включает в себя комплексный подход к системной архитектуре, процессуальному контролю и интеграции с общей инфраструктурой предприятия. Для достижения максимальной производительности, минимизации простоев и снижения эксплуатационных расходов, необходимо учитывать не только технические характеристики самого нагревателя, но и условия его работы в составе более крупной системы.
Пошаговая реализация и управление жизненным циклом
Внедрение и оптимизация систем промышленного нагрева требует структурированного подхода, который можно разбить на несколько ключевых этапов, аналогично управлению проектами по методологии спринтов или фаз.
Этап 1: Аудит и планирование (Discovery & Planning)
- Анализ потребностей и текущих проблем: Определение целевой температуры, требуемой скорости нагрева, объема и типа нагреваемого материала, а также существующих ограничений (бюджет, пространство, энергоснабжение).
- Роли: Технолог, главный инженер, специалист по закупкам.
- Артефакты: Техническое задание (ТЗ), смета проекта, диаграмма Ганта.
- Выбор типа нагревателя и конфигурации: На основе анализа потребностей выбирается оптимальный тип (миканитовый, керамический и т.д.), размеры (как ML607 270×70), мощность, тип подключения и наличие дополнительных опций (отверстия под термопары, зонирование).
- Метрики:
(Q = m * c * ΔT) / t– требуемая тепловая мощность;E_max = P_heater * t_cycle * (1 - η)– потенциальные потери энергии.
- Метрики:
- Проектирование системы управления: Определение необходимости ПИД-регуляторов, датчиков температуры (термопары типа J, K), систем безопасности (защита от перегрева, обрыва цепи). Интеграция с существующей SCADA-системой (Supervisory Control and Data Acquisition) или АСУ ТП (Автоматизированная система управления технологическими процессами).
Этап 2: Закупка и монтаж (Procurement & Installation)
- Закупка и контроль качества: Выбор надежного поставщика, проверка соответствия продукции заявленным характеристикам. При получении партии ML607 270×70 необходимо провести входной контроль на предмет соответствия размеров, мощности и целостности изоляции.
- Физический монтаж: Осуществление установки нагревателей с соблюдением всех рекомендаций производителя. Ключевым является обеспечение максимально плотного контакта между нагревателем и нагреваемой поверхностью, равномерный зажим болтов для предотвращения воздушных зазоров. Воздушные зазоры даже в 0.1-0.2 мм могут снизить эффективность теплопередачи на 20-30%, приводя к перегреву самого нагревателя и сокращению его срока службы.
- Электрическое подключение и заземление: Строгое соблюдение норм электробезопасности, правильное подключение к источнику питания и системам управления, обязательное заземление корпуса для предотвращения электрического пробоя.
Этап 3: Пусконаладка и оптимизация (Commissioning & Optimization)
- Первоначальный запуск и калибровка: Проверка работоспособности системы, настройка ПИД-регуляторов, калибровка датчиков температуры. Отладка алгоритмов контроля для достижения стабильной заданной температуры без перерегулирования.
- Мониторинг и анализ производительности: Непрерывный сбор данных о температуре, энергопотреблении, времени цикла. Анализ этих данных позволяет выявить неэффективные участки и возможности для оптимизации.
- Оптимизация энергопотребления: Внедрение стратегий энергосбережения, таких как зонированный нагрев (если предусмотрен), использование изоляционных чехлов для снижения теплопотерь, оптимизация алгоритмов управления для минимизации пиковых нагрузок. Расчет потенциальной экономии:
(kWh_old - kWh_new) * Cost_per_kWh = Annual_Savings.
Этап 4: Обслуживание и продление срока службы (Maintenance & Longevity)
- Планово-предупредительное обслуживание (ППМ): Регулярные осмотры нагревателей, проверка электрических контактов, целостности изоляции, очистка поверхностей. Замена нагревателей при достижении предельных показателей износа или при первых признаках неисправности.
- Прогнозирование неисправностей (Predictive Maintenance): Внедрение систем мониторинга, которые отслеживают параметры работы (ток, напряжение, сопротивление изоляции) и предупреждают о потенциальных отказах до их наступления. Это позволяет минимизировать незапланированные простои.
Кейсы применения и экономическая эффективность
Интеграция хомутовых нагревателей в производственные процессы демонстрирует высокую экономическую эффективность при правильном подходе к выбору и эксплуатации.
Кейс 1: Производство полимерных труб на малом предприятии (SMB)
- Задача: Обеспечить стабильный нагрев сопла экструдера для производства ПВХ-труб диаметром 250 мм. Необходима температура 200 °С. Бюджет ограничен.
- Решение: Использование хомутового миканитового нагревателя ML607 270×70 (или аналогичного по параметрам) в сочетании с бюджетным ПИД-регулятором. Выбрана миканитовая изоляция из-за достаточной рабочей температуры и низкой стоимости.
- Результат: Стабильное качество продукции, снижение брака на 15% за счет равномерного нагрева, окупаемость инвестиций в течение 6 месяцев за счет сокращения отходов и стабильной работы оборудования. Общие затраты на обслуживание снизились на 10% благодаря надежности выбранной конструкции и своевременному ППМ.
Кейс 2: Высокоточный химический реактор на крупном заводе (Enterprise)
- Задача: Поддержание температуры химического реактора диаметром 1500 мм в диапазоне 450-480 °С с погрешностью не более ±1 °С. Требования к энергоэффективности и долговечности крайне высоки.
- Решение: Применение многосегментных керамических хомутовых нагревателей с индивидуальным управлением каждой зоной нагрева. Интеграция с централизованной АСУ ТП, использование высокоточных термопар типа К и продвинутых многоканальных ПИД-регуляторов. Корпус из нержавеющей стали AISI 304 для устойчивости к агрессивным средам.
- Результат: Достигнута заданная температурная стабильность, что позволило увеличить выход целевого продукта на 8% и снизить потребление электроэнергии на 12% благодаря оптимизации управления и высокоэффективной керамической изоляции. Прогнозируемый срок службы нагревателей увеличен на 30% за счет предиктивного обслуживания.
Кейс 3: Пищевая промышленность (Regulated Industry)
- Задача: Нагрев трубопроводов для транспортировки пищевых масс, где требуется поддержание температуры 90-110 °С. Строгие санитарные нормы, отсутствие коррозии, легкая очистка.
- Решение: Специально изготовленные хомутовые нагреватели с корпусом из пищевой нержавеющей стали AISI 316 (или 304) и покрытием, предотвращающим адгезию. Миканитовая изоляция была выбрана как оптимальная по цене/качеству для данной температуры. Для контроля температуры использовались внешние датчики, интегрированные в систему HACCP (Hazard Analysis and Critical Control Points).
- Результат: Полное соответствие санитарным требованиям, стабильное качество продукта, отсутствие простоев, связанных с необходимостью очистки или замены нагревателей из-за коррозии. Снижение рисков загрязнения продукции и улучшение гигиенических показателей производства.




Отправить комментарий